
_MENÜ____________
_DOKUMENTÁCIÓ___
Budapesti
Mûszaki és Gazdaságtudományi
Egyetem
Mechatronika, Optika és Mûszertechnika Tanszék
Palettázó berendezés beüzemelése és mûködtetése
SPC200- PLC összekötése | SPC200 programozás | PLC program
A tanszéken lévõ palettázó berendezés (24. ábra) egy olyan szervopneumatikus manipulációs rendszer, amely azonos méretû és típusú munkadarabok, különféle lyuk osztású palettán történõ elrendezésére alkalmas.
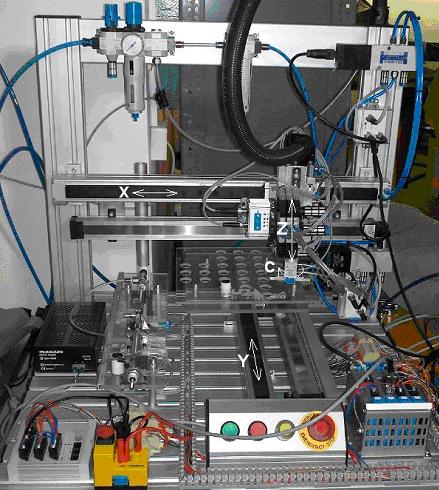
24. ábra Szervopneumatikus palettázó berendezés
Három lineáris (X Y és Z), illetve opcionálisan egy rotációs C tengellyel rendelkezik. A nagy megbízhatóság és pontosság érdekében a lineáris tengelyek dugattyúrúd nélküli hengerek. A Z tengely egy pneumatikus lineáris modul, ami igazából egy olyan kompakt felépítésû pneumatikus végrehajtó elem, amely egyesíti a mozgatás (hagyományos felépítésû pneumatikus munkahenger); a löketállítás (belsõ véghelyzet-határoló ütközõkkel); a véghelyzet-csillapítás (progresszív karakterisztikájú, a csillapítási út mentén "felkeményedõ" hidraulikus lökéscsillapítók); és a helyzetérzékelés (kívülrõl is jól látható világító üzemállapot jelzõjû beépített Reed-relés érzékelõ) funkcióit. Az opcionális C tengely teszi lehetõvé a függõleges tengely menti forgatást, így az egyes paletták illetve rakományok orientációjának megváltoztatását. A Z ill. C tengelyen egy standard kétpontos pneumatikus megfogó található, mely nélkül a palettázó berendezés nem tudná ellátni anyagmozgatási feladatát.
SPC200- PLC fizikai összekötése
A palettázó berendezést Record Select üzemmódban használjuk, ezért a bekötése is ennek megfelelõ. A villamos tápegység modul bekötése az elõírt módon készült.
Az SPC 200 bekötése:
1. Villamos tápegység modul
2. Diagnosztikai modul3. Elsõ I/O modul4. Második I/O modul
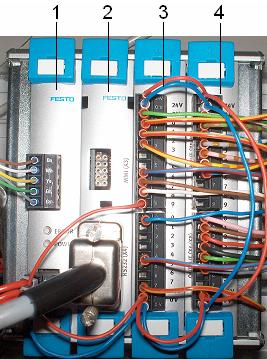
25. ábra SPC200 moduljai
Az FC 440-es PLC bekötése:
1: PLC bemenetek
2: PLC bemenetek
(itt nem használtak)
3: PLC kimenetek4:Táp ellátás
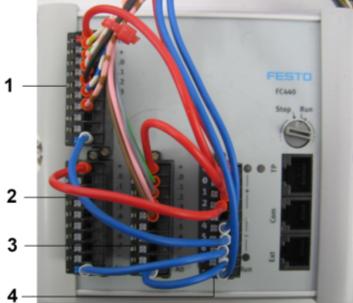
26. ábra SPC200 moduljai
További információ a részletes villamos bekötési segédletben.
Miután elvégeztük
a megfelelõ bekötéseket,
következhet az SCP és a PLC programozása. Mielõtt
nekilátunk az SPC-n futó program megírásához,
bizonyos beállításokat el kell végeznünk.
Meg kell adnunk a hardver tulajdonságait (27. ábra).
Itt találjuk a Record Select mód kiválasztásának
lehetõségét és az egyes tengelyekre jellemzõ
paraméterek
megadására szolgáló ablakokat. Ezen paraméterek
beállítása, külön ezt a témát
célzó szakdolgozat alapján történt.
A Hardware feliratra kattintva egy egyszerû Upload funkcióval
az SPC-n lévõ beállított paramétereket
hozzáadhatjuk programjainkhoz. A Software feliratra kattintva,
pedig az Insert Object funkcióval hozhatjuk létre konkrét
programunkat, amely a berendezés mûködését
fogja leírni.
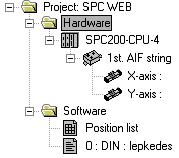
27. ábra Hardware és
Software elemei
Az SPC200 programjának sorai a palettán lévõ
rakomány mozgatásához szükséges lépéseket írja
le az alábbi parancsok felhasználásával
[7.]:
G00 |
Pozícionálás a lehetõ legnagyobb
sebességgel. |
|
Parancsszerkezet |
Nn G00 [ G90 | G91 ] Xn | X@n |
|
Kötelezõ paraméterek |
Xn – pozíció megadása [mm] (n=0…450),
vagy X@n – pozíció regiszterszáma (n=0…99) |
|
Segédparaméterek |
G90 – abszolút értékmegadás G91 – relatív értékmegadás |
|
Mûködés |
A tengely a lehetõ legnagyobb sebességgel a jelenlegi
pozícióról a megadott pozícióra
mozog. A sebesség- és gyorsulásérték
automatikusan a maximális értéket kapja. A
mozgási mód aktív marad további változtatásig. |
|
G01 |
Pozícionálás megadott sebességgel. |
|
Parancsszerkezet |
Nn G01 [ G90 | G91 ] Xn | X@n FXn |
|
Kötelezõ paraméterek |
Xn – pozíció megadása [mm] (n=0…450),
vagy X@n – pozíció regiszterszáma (n=0…99) FXn – mozgás sebessége [%] ( a lehetõ legnagyobb sebességbõl számítva; 0=100%, 1=1%, 99=99%) |
|
Segédparaméterek |
G90 – abszolút értékmegadás G91 – relatív értékmegadás |
|
Mûködés |
A tengely a parancsban megadott sebességgel mozog a jelenlegi
pozícióról a megadott pozícióra.
A sebességet és a gyorsulást a program a lehetõ
legnagyobb értékekbõl számítja
ki. A mozgási mód aktív marad további
változtatásig. |
|
G90 |
Abszolút értékmegadás. |
|
Parancsszerkezet |
Nn G90 Xn | X@n |
|
Kötelezõ paraméterek |
Xn – pozíció megadása [mm] (n=0…450),
vagy X@n – pozíció regiszterszáma (n=0…99) |
|
Mûködés |
Az abszolút értékmegadáskor a beírt értékre
mozog a tengely. Az abszolút értékmegadás
további változtatásig megõrzõdik! |
|
G91 |
Relatív értékmegadás. |
|
Parancsszerkezet |
Nn G91 Xn | X@n |
|
Kötelezõ paraméterek |
Xn – pozíció megadása [mm] (n=0…450),
vagy X@n – pozíció regiszterszáma (n=0…99) |
|
Mûködés |
A relatív értékmegadáskor a beírt érték
a pillanatnyilag elfoglalt pozícióértékhez
adódik hozzá és a mozgás ennek megfelelõen
pozitív vagy negatív irányú, a beírt értékkel
egyezõ nagyságú elmozdulás lesz. A
relatív értékmegadás
további változtatásig megõrzõdik! |
|
#S |
Egybites állomány beállítása. | |
| Parancsszerkezet | Nn #S<állomány> | |
| Kötelezõ paraméterek | <állomány> - a beállítani kívánt állomány jelölése | |
| Mûködés | A megadott állomány beállításra kerül. Ezen állomány lehet Flag (memória, F0…F63) vagy kimenet (a hardver konfigurációnak megfelelõen, szabadon programozható). A Flag-ek (memóriák) megtartják értéküket a következõ változtatásig. | |
#R
|
Egybites állomány visszaállítása. |
|
Parancsszerkezet |
Nn #R<állomány> |
|
Kötelezõ paraméterek |
<állomány> - a beállítani kívánt állomány
jelölése |
|
Mûködés |
A megadott állomány visszaállításra
kerül. Ezen állomány lehet Flag (memória,
F0…F63) vagy kimenet (a hardver konfigurációnak
megfelelõen, szabadon programozható). |
|
A mozgatást megvalósító program:
N000 G00 G90 X0 Y0
N001 G01 G91 X40 FX50
N002 G01 G91 Y40 FY50
N003 G01 G91 X-40 FX50
N004 G01 G91 Y-40 FY50
N005 #SQ2.4
N006 #RQ2.4
N007 #SQ2.5
N008 #RQ2.5
N009 #SQ2.0
N010 #RQ2.0
N011 #SQ2.1
N012 #RQ2.1
N013 #SQ2.3
N014 #RQ2.3
A palettán lévõ
lyukak, amikbe a szállítandó elemek
kerülnek, egymástól 40 mm-re helyezkednek el, ezért
szerepel az egyes sorokban 40 mm-es relatív, pozitív és
negatív irányú elmozdulási érték.
Ezen elmozdulásokhoz, a pontosabb pozícionálás érdekében
egy kisebb sebesség érték tartozik. A #S és
#R parancsok segítségével konkrét kimeneteket
(15. táblázat) állíthatunk be (Set,
Reset).
Egy NC rekordban csak egy ilyen utasítás szerepelhet,
külön sorban kell minden egyes Set és Reset parancsot
megírni, ellenkezõ esetben „hibás szintaktika” üzenetet
kapunk.
Record Select módban ezen NC rekord sorokat és azok parancsait
hívhatjuk életre a magasabb rendu PLC segítségével
annak megfeleloen, hogy milyen bináris kódot küld
az SPC200 számára.
Ennél a feladatnál az SPC200 négy RECBIT bemenetét
használtuk fel, azaz számú lehetséges bitkombinációval
dolgozhattunk. Ez azt jelenti, hogy 16 NC mondat használható fel
a teljes vezérlés leírására.
Viszont lehetõség van alprogram hívására,
amelyben 15 NC rekord a vezérlésre és egy rekord
a foprogramba való visszatéréshez használható fel.
Az alprogramban lévõ utasításokat is rekord kiválasztásos
módon hajtja végre az SPC, nem futtatja le az alprogramot és
lép vissza a foprogramba, mint Start Stop üzemmódban,
hanem nekünk kell ugyanazokat a bitkombinációkat
beadnunk, mint a fõprogram esetében, hogy az alprogramban lévõ
rekord feladatait végrehajtassuk. Gondoskodnunk kell a foprogramba
való visszajutást segítõ M02 tartalmú NC
rekordot leíró bitkombinációról
is.
O0.1 RECBIT1
O0.4 RECBIT2
O0.5 RECBIT3
O0.6 RECBIT4
O0.7 CLK_A
I1.2 Interneten keresztüli vezérlés engedélyezése
FW1 Weben keresztül vezérelt memória szó
FW2 Üzemállapothoz rendelt memória szó
P1 X tengely vezérlését leíró program
P2 Y tengely vezérlését leíró program
P3 Megfogót muködtetõ program
P4 Z tengely vezérlését leíró program
P5 Nullpontfelvételt leíró program
P6 Megfogó negatív irányba forgatását leíró program
P7 Alaphelyzet felvételt leíró program
T2- T10 Idõzítõ bitje
TP2- TP10 Idõzítõ elõválasztó értéke
C0 X irányú lépést számláló bit
CP0 X irányú lépést számláló elõválasztó értéke
CW0 X irányú lépést számláló aktuális értéke
C1 Y irányú lépést számláló bit
CP1 Y irányú lépést számláló elõválasztó értéke
CW1 Y irányú lépést számláló aktuális értéke
A programtörzs és
mûködése:
P0- Indítást leíró program:
STEP 1
IF NOP
THEN LOAD V6
TO CP0 'X tengelyen lépésszámlálás
SET C0 'X lépés
LOAD V7
TO CP1 'Y tengelyen lépésszámlálás
SET C1 'Y lépés
LOAD V255
TO FW1 'WEB vezérelt memória szó
STEP 2
IF I1.2 'Netes vez. engedély
THEN SET P1 'X tengely vezérlése
SET P2 'Y tengely vezérlése
SET P3 'Megfogó
SET P4 'Z tengely
SET P5 'Nullpontba küldés
SET P6 'Megfogó 0 fokba forgatása
SET P7 'Alaphelyzet felvétel
LOAD V1
TO FW2 'Üzem jelzõ
ELSE RESET P1 'X tengely vezérlése
RESET P2 'Y tengely vezérlése
RESET P3 'Megfogó
RESET P4 'Z tengely
RESET P5 'Nullpontba küldés
RESET P6 'Megfogó 0 fokba forgatása
RESET P7 'Alaphelyzet felvétel
LOAD V0
TO FW2 'Üzem jelzõ
LOAD V255
TO FW1 'WEB vezérelt memória szó
IF NOP
THEN JMP TO 2
A könnyebb áttekinthetõség érdekében önálló részekre
lett szétszedve a mûködtetést leíró program.
A 0-s számú program feladata az Interneten keresztüli
vezérlés indítása, engedélyezése,
valamint az egyes számlálók beállítása, értékkel
feltöltése.
A berendezés mûködtetése e megírt program
alapján, kizárólag a Webes felületen keresztül
lehetséges. Nem használunk semmilyen kezelõ elemet,
amellyel vezérelni lehetne az egyes pneumatikus egységeket.
A Webes vezérlés lényege, hogy belsõ regisztereket
(flag) használunk a PLC programozása során.
A jelzõbitek értékeinek változásából
információt kapunk a PLC be- és kimeneti állapotairól
(rendszerfelügyelet), és tudjuk e jelzõbitek értékeit
a webes felületen keresztül változtatni, ezzel a
PLC mûködését befolyásolni (vezérlés).
A STEP1-ben az X tengely lépésszámláló elõválasztóját
6 értékkel, az Y tengelyét, pedig 7 értékkel
töltjük fel. Ezen értékekkel egyértelmûen
be tudjuk határolni a paletta munkaterét. A számlálók
aktuális értékét, pedig ki tudjuk olvasni
a PLC memóriájából, és meg is
tudjuk jeleníteni a HTML oldalon (23. ábra). Így
meg tudjuk mondani -anélkül hogy látnánk
a berendezést-
a megfogó, paletta feletti pontos helyzetét.
A berendezés meghatározott állapotainak leírására
az FW1-es memória szó lett felhasználva. Az
FW1 decimális értékétõl függõen
fogja kiküldeni az SPC200 számára a RECBIT jelkombinációt
a PLC. Minden rendszerindítás vagy újraindítás
esetén a memória szót a használt értékektõl
különbözõ értékûre (pl.:255)
kell, hogy feltöltsük. Ha ezt nem tennénk meg, akkor
a PLC memóriájában
megõrzött FW1 értékéhez tartozó feladat
végrehajtódna, mielõtt az Internetes vezérlést
engedélyezõ nyomógomb benyomásával valamilyen
feladat utasítást adnánk ki a webes felületen.
A STEP2 felel a szervopneumatikus palettázó berendezés
mûködtetését leíró programok elindításáért.
Az egyes programok (P1-7) csak az I1.2-es bemenetre kötött
reteszelhetõ nyomógomb benyomásával érhetõk
el, ellenkezõ esetben azok inaktívak maradnak.
FW2 memória szót használjuk fel az üzemállapot
kijeleztetésére a HTML oldalon. Ha az „üzemengedélyezõ” gomb
benyomott állapotban van az FW2 értéke 1, egyébként
0. A HTML oldalon ezen értékekhez rendeljük az „Üzemen
kívül” (30. ábra) és az „Üzem
alatt” (31. ábra) üzenetfeliratokat.
P1- X tengely vezérlését leíró program:
STEP 1
IF FW1 'WEB vezérelt memória szó
= V1 " X irányú mozgás +ba
THEN RESET O0.7 'CLK_A
INC CW0 "X lépésértéke 1-el no
JMP TO 2
IF FW1 'WEB vezérelt memória szó
= V3 " X irányú mozgás -ba
THEN RESET O0.7 'CLK_A
JMP TO 4
STEP 2
IF C0 'X lépés
THEN SET O0.0 'RECBIT1
RESET O0.4 'RECBIT2
RESET O0.5 'RECBIT3
RESET O0.6 'RECBIT4
LOAD V100
TO TP2
SET T2
LOAD V255
TO FW1 'WEB vezérelt memória szó
ELSE LOAD V255
TO FW1 'WEB vezérelt memória szó
JMP TO 1
STEP 3
IF N T2
THEN SET O0.7 'CLK_A
JMP TO 1
STEP 4
IF CW0
> V5
THEN LOAD V5
TO CW0
ELSE JMP TO 5
STEP 5
IF NOP
THEN SET O0.0 'RECBIT1
SET O0.4 'RECBIT2
RESET O0.5 'RECBIT3
RESET O0.6 'RECBIT4
DEC CW0 "X lépésértéke 1-el csökken
LOAD V100
TO TP3
SET T3
LOAD V255
TO FW1 'WEB vezérelt memória szó
STEP 6
IF N T3
THEN SET O0.7 'CLK_A
JMP TO 1
A PLC P1 programja a palettázó berendezés X tengelyét képviselõ dugattyúrúd nélküli munkahengerét kívánja mûködtetni. Ez csak úgy valósulhat meg, ha olyan bináris kódot küld az SPC200 RECBIT bemenetére, amelyhez az X tengely mûködését leíró NC rekord tartozik. Jelen esetben ezt az N001 és N003, azaz 1-es és 3-as sor valósítja meg. Az 1-es számú NC mondatban pozitív, míg a 3-asban negatív irányú elmozdulás parancs szerepel. A 6. és 18. táblázatnak [7.] megfelelõen adódik ezen NC sorok címzését megvalósító PLC kimenetek értékei, amely a 19. táblázatban is látható.
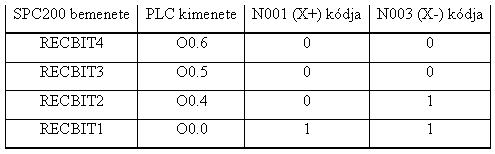
19. táblázat X tengely mûködését leíró bitkombináció
Tehát attól függõen,
hogy melyik NC rekordot kívánjuk
elõhívni, annak megfelelõ bináris kódot küldünk
az SPC-nek. A kód beküldése után egy úgynevezett
engedélyezõ jelet kell beadnunk az SPC200 CLK_A nevû bemenetére,
hogy a bitkombináció elfogadásra kerüljön.
A PLC programja így a következõ lépésekbõl áll:
STEP1-ben az FW1 memória szó értékétõl
függõen, ha az 1, akkor a STEP2-bõl a pozitív irányú elmozdulást
leíró (N001) NC rekord elõhívását
megvalósító bitkód kerül elküldésre és
az X tengely lépésszámlálóját
1-el növeljük. Ha pedig FW1 értéke 3, akkor
a negatív irányba történõ elmozdulást
leíró NC mondat bitkódja kerül elküldésre
a STEP4-bõl. Technológiai megfontolás alapján
a PLC O0.7 kimenetét 0-ra állítjuk, azért
hogyha elõzõleg volt egy engedélyezõ jel kiadási parancs,
akkor az mindenféleképpen törlésre kerüljön.
STEP2-ben pedig amíg van C0 jelünk, vagyis a számláló beállított értékét
nem értük el, azaz a paletta határain belül
vagyunk, beállítjuk a szükséges bitkombinációt
a PLC kimenetén. A PLC megfelelõ kimeneti pontjai közvetlenül
az SPC200 bemeneti pontjaira van kötve, ezáltal címzõdik
meg a megfelelõ NC rekord. Az FW1 memória szó értékét
egy nem használt értékre, 255-re változtatjuk.
Ha ezt nem tesszük meg, akkor a STEP1-be visszatérve újra
indul az egész folyamat és egy újabb lépéstávolságnyit
halad az X tengely elõre, mert az FW1 értéke még
mindig 1. Azonban mivel értékét felülírattuk,
megáll és várakozik, míg értéke újra
1 nem lesz.
Ha volt C0 jelünk, akkor a STEP2-bõl a STEP3-ba lépünk,
ahol az elõzõ lépésben beállított
idõ lejárta
után a bitkombináció elfogadtatását
megvalósító CLK_A SPC200 bemenet kerül bekapcsolásra
(PLC O0.7-es kimenete). A CLK_A jelének kiadása, vagy
a számlálás lejárta után (C0 értéke
0 a STEP2-ben) a STEP1-re ugrunk vissza, az FW1 értékének
vizsgálatához.
STEP4 a számláló további számolását
küszöböli ki 5-nél nagyobb értékre
léptetés esetén. Ez visszaszámlálásnál
fontos, a paletta utolsó pontjából így
5-nél kezdi a leszámlálást, negatív
irányú léptetés esetén.
STEP5 az N003 sorszámú NC rekordot címzõ, bitkombinációt
meghatározó kimenetek, beállítását
végzi el. FW1 értéke 255-re íródik,
lépésszámlálót egyel csökkentjük és
indítunk egy idõzítõt is, hogy megfelelõ idõ elteltével
a STEP6-ban CLK_A engedélyezõ jel kiadásra kerüljön.
Az eltelt idõre egy lényeges kikötés van -az SPC
vezérlésébõl adódóan-, hogy nagyobbnak
kell lennie, mint 10s.
P2- Y tengely vezérlését leíró program:
STEP 1
IF FW1 'WEB vezérelt memória szó
= V2 "Y irányú mozgás +ba
THEN RESET O0.7 'CLK_A
INC CW1 "Y lépésértéke 1-el nõ
JMP TO 2
IF FW1 'WEB vezérelt memória szó
= V4 "Y irányú mozgás -ba
THEN RESET O0.7 'CLK_A
JMP TO 4
STEP 2
IF C1 'Y lépés
THEN SET O0.4 'RECBIT2
RESET O0.0 'RECBIT1
RESET O0.5 'RECBIT3
RESET O0.6 'RECBIT4
LOAD V100
TO TP2
SET T2
LOAD V255
TO FW1 'WEB vezérelt memória szó
ELSE LOAD V255
TO FW1 'WEB vezérelt memória szó
JMP TO 1
STEP 3
IF N T2
THEN SET O0.7 'CLK_A
JMP TO 1
STEP 4
IF CW1
> V6
THEN LOAD V6
TO CW1
ELSE JMP TO 5
STEP 5
IF NOP
THEN SET O0.5 'RECBIT3
RESET O0.4 'RECBIT2
RESET O0.0 'RECBIT1
RESET O0.6 'RECBIT4
DEC CW1 "Y lépésértéke 1-el csökken
LOAD V100
TO TP3
SET T3
LOAD V255
TO FW1 'WEB vezérelt memória szó
STEP 6
IF N T3
THEN SET O0.7 'CLK_A
JMP TO 1
Az elv ugyanaz,
mint az X tengely mûködtetésénél.
Az Y tengely is egy dugattyúrúd nélküli munkahenger.
A PLC bináris kódot küld az SPC200 RECBIT bemenetére,
amelyhez az Y tengely mûködését leíró NC
rekord tartozik, N002 és N004. A 2-es számú NC
mondatban pozitív, míg a 3-asban negatív irányú elmozdulás
parancs szerepel. A 20. táblázatnak megfelelõen kell
a PLC kimeneti értékeit beállítani.
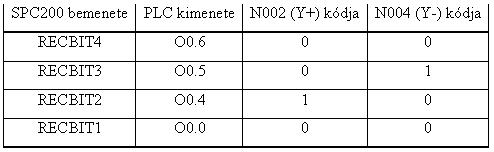
20. táblázat Y tengely mûködését leíró bitkombináció
FW1 memória szó értéke 2, akkor a pozitív irányú elmozdulást leíró N002 NC rekord elõhívását megvalósító bitkód kerül elküldésre, ha pedig 4, akkor a negatív irányba történõ elmozdulást leíró N004 NC mondat bitkódja kerül elküldésre.
P3- Megfogót muködteto
program:
STEP 1
IF FW1 'WEB vezérelt memória szó
= V5 " Megfogó zár
THEN RESET O0.7 'CLK_A
JMP TO 2
IF FW1 'WEB vezérelt memória szó
= V7 " Megfogó nyit
THEN RESET O0.7 'CLK_A
JMP TO 6
STEP 2
IF NOP
THEN SET O0.0 'RECBIT1
SET O0.5 'RECBIT3
RESET O0.4 'RECBIT2
RESET O0.6 'RECBIT4
LOAD V30
TO TP2
SET T2
LOAD V255
TO FW1 'WEB vezérelt memória szó
STEP 3
IF N T2
THEN SET O0.7 'CLK_A
LOAD V30
TO TP3
SET T3
STEP 4
IF N T3
THEN SET O0.5 'RECBIT3
SET O0.4 'RECBIT2
RESET O0.0 'RECBIT1
RESET O0.6 'RECBIT4
RESET O0.7 'CLK_A
LOAD V30
TO TP4
SET T4
STEP 5
IF N T4
THEN SET O0.7 'CLK_A
JMP TO 1
STEP 6 "megfogó nyit
IF NOP
THEN SET O0.0 'RECBIT1
SET O0.5 'RECBIT3
SET O0.4 'RECBIT2
RESET O0.6 'RECBIT4
LOAD V30
TO TP2
SET T2
LOAD V255
TO FW1 'WEB vezérelt memória szó
STEP 7
IF N T2
THEN SET O0.7 'CLK_A
LOAD V30
TO TP3
SET T3
STEP 8
IF N T3
THEN RESET O0.5 'RECBIT3
RESET O0.4 'RECBIT2
RESET O0.0 'RECBIT1
SET O0.6 'RECBIT4
RESET O0.7 'CLK_A
LOAD V30
TO TP4
SET T4
STEP 9
IF N T4
THEN SET O0.7 'CLK_A
JMP TO 1
A Z tengelyen lévõ
rakománymegfogó mûködtetése
a cél a P3-as programban. A mûködtetést tekintve
az FW1 flag értéke, ha 5, akkor a megfogónak zárnia
kell, ha pedig 7, akkor nyitódnia.
Az egész folyamat leírásához kettõ-kettõ
NC rekordot használunk fel, azaz négy különbözõ
RECBIT bináris kódra van szükség. Ugyanis
az N005 mondatban beállítjuk a megfogó zárt állapotát
muködtetõ szelep jelét, az N006 rekordban pedig levesszük
a gerjesztõ jelet (Set, Reset). Ugyanígy a megfogó nyitását
végzõ szelepnek is két NC mondata van. N007 a beállítást,
míg N008 a jel törlését valósítja
meg.
STEP2-3 „Megfogó zár” NC mondathoz tartozó bitkombináció kiadása és
elfogadtatása.
STEP4-5 Beállított idõ elteltével a „Megfogó zár” jelének
elvételéhez tartozó NC mondat bitkódjának
beíratása és elfogadtatása.
STEP6-7 „Megfogó nyit” NC mondathoz tartozó bitkombináció beállítása,
elfogadtatása. STEP8-9 Beállított idõ elteltével „Megfogó nyit” jelének
elvételéhez tartozó NC mondat bitkódjának
beíratása és nyugtázása.
P4- Z tengely vezérlését leíró program:
STEP 1
IF FW1 'WEB vezérelt memória szó
= V9 " Z tengely felfelé
THEN RESET O0.7 'CLK_A
JMP TO 2
IF FW1 'WEB vezérelt memória
szó
= V11 " Z tengely lefelé
THEN RESET O0.7 'CLK_A
JMP TO 6
STEP 2
IF NOP
THEN SET O0.0 'RECBIT1
SET O0.6 'RECBIT4
RESET O0.4 'RECBIT2
RESET O0.5 'RECBIT3
LOAD V50
TO TP2
SET T2
LOAD V255
TO FW1 'WEB vezérelt memória szó
STEP 3
IF N T2
THEN SET O0.7 'CLK_A
LOAD V50
TO TP3
SET T3
STEP 4
IF N T3
THEN SET O0.6 'RECBIT4
SET O0.4 'RECBIT2
RESET O0.5 'RECBIT3
RESET O0.0 'RECBIT1
RESET O0.7 'CLK_A
LOAD V50
TO TP4
SET T4
STEP 5
IF N T4
THEN SET O0.7 'CLK_A
JMP TO 1
STEP 6 "Z
tengely lefelé
IF NOP
THEN SET O0.0 'RECBIT1
SET O0.6 'RECBIT4
SET O0.4 'RECBIT2
RESET O0.5 'RECBIT3
LOAD V40
TO TP2
SET T2
LOAD V255
TO FW1 'WEB vezérelt memória szó
STEP 7
IF N T2
THEN SET O0.7 'CLK_A
LOAD V40
TO TP3
SET T3
STEP 8
IF N T3
THEN RESET O0.0 'RECBIT1
RESET O0.4 'RECBIT2
SET O0.5 'RECBIT3
SET O0.6 'RECBIT4
RESET O0.7 'CLK_A
LOAD V30
TO TP4
SET T4
STEP 9
IF N T4
THEN SET O0.7 'CLK_A
JMP TO 1
Ugyanúgy, mint a megfogó esetén, két-két
NC rekord írja le a mûködést Z tengelyre is,
ugyanis a Z tengely egy egyszerû két véghelyzettel
rendelkezõ, kettõs mûködtetésû dugattyúrúddal ellátott
munkahenger.
A munkahenger a felsõ véghelyzetébe megy, ha FW1 értéke
9. Alsó véghelyzetbe pedig, 11 decimális érték
esetén kerül.
P5- Nullpontfelvételt leíró program:
STEP 1
IF FW1 'WEB vezérelt memória szó
= V0 " Nullpontba küldés
THEN RESET O0.7 'CLK_A
LOAD V0 "X lépés szám visszaállítása
TO CW0
TO CW1
JMP TO 2
STEP 2
IF NOP
THEN RESET O0.4 'RECBIT2
RESET O0.0 'RECBIT1
RESET O0.5 'RECBIT3
RESET O0.6 'RECBIT4
LOAD V100
TO TP2
SET T2
LOAD V255
TO FW1 'WEB vezérelt memória szó
STEP 3
IF N T2
THEN SET O0.7 'CLK_A
JMP TO 1
Ha az FW1 memória szó értéke 0, akkor
egy olyan NC mondat kerül megcímzésre (N000), amelynek
feladata a tengelyek nullpontra állítása, azaz
az X és az Y tengely is a (0,0) koordinátára mozog.
A tengelyek lépésszámlálóit egyértelmû,
hogy ebben az esetben nulláznunk kell (LOAD V0 TO CW0 TO CW1).
P6- Megfogó -
ba forgatását leíró program:
"Csak a megfogó alaphelyzetének visszaállítására
szolgál
STEP 1
IF FW1 'WEB vezérelt memória szó
= V13 " Megfogó forgatás 0'ra
THEN RESET O0.7 'CLK_A
JMP TO 2
STEP 2
IF NOP
THEN SET O0.0 'RECBIT1
SET O0.5 'RECBIT3
RESET O0.4 'RECBIT2
SET O0.6 'RECBIT4
LOAD V30
TO TP2
SET T2
LOAD V255
TO FW1 'WEB vezérelt memória szó
STEP 3
IF N T2
THEN SET O0.7 'CLK_A
LOAD V30
TO TP3
SET T3
STEP 4
IF N T3
THEN SET O0.5 'RECBIT3
SET O0.4 'RECBIT2
RESET O0.0 'RECBIT1
SET O0.6 'RECBIT4
RESET O0.7 'CLK_A
LOAD V30
TO TP4
SET T4
STEP 5
IF N T4
THEN SET O0.7 'CLK_A
JMP TO 1
A berendezés mûködtetése közben többször is elõfordult a megfogóval, amiért nem volt egy meghatározott pozícióban tartva, hogy elfordult. Ezért került megírásra egy olyan sor az NC programban, amely azt a célt szolgálja, hogy a megfogót alaphelyzetbe, vagyis - ba fordítsa. Az FW1 értéke ebben az esetben 13-nak kell lennie.
P7- Alaphelyzet
felvételt leíró program:
STEP 1
IF FW1 'WEB vezérelt memória szó
= V14 "Alaphelyzet felvétel
THEN RESET O0.7 'CLK_A
LOAD V0 "X lépésszám visszaállítása
TO CW0
TO CW1
STEP 2 "Megfogó nyit
IF NOP
THEN SET O0.0 'RECBIT1
SET O0.5 'RECBIT3
SET O0.4 'RECBIT2
RESET O0.6 'RECBIT4
LOAD V30
TO TP2
SET T2
LOAD V255
TO FW1 'WEB vezérelt memória szó
STEP 3
IF N T2
THEN SET O0.7 'CLK_A
LOAD V30
TO TP3
SET T3
STEP 4 "Megfogó nyit reset
IF N T3
THEN RESET O0.5 'RECBIT3
RESET O0.4 'RECBIT2
RESET O0.0 'RECBIT1
SET O0.6 'RECBIT4
RESET O0.7 'CLK_A
LOAD V30
TO TP4
SET T4
STEP 5
IF N T4
THEN SET O0.7 'CLK_A
LOAD V30
TO TP9
SET T9
STEP 6 "Z tengely fel
IF N T9
THEN SET O0.0 'RECBIT1
SET O0.6 'RECBIT4
RESET O0.4 'RECBIT2
RESET O0.5 'RECBIT3
RESET O0.7 'CLK_A
LOAD V30
TO TP5
SET T5
STEP 7
IF N T5
THEN SET O0.7 'CLK_A
LOAD V50
TO TP6
SET T6
STEP 8 "Z tengely fel
reset
IF N T6
THEN SET O0.6 'RECBIT4
SET O0.4 'RECBIT2
RESET O0.5 'RECBIT3
RESET O0.0 'RECBIT1
RESET O0.7 'CLK_A
LOAD V50
TO TP7
SET T7
STEP 9
IF N T7
THEN SET O0.7 'CLK_A
LOAD V30
TO TP10
SET T10
STEP 10 "Nullpontba küldés
IF N T10
THEN RESET O0.4 'RECBIT2
RESET O0.0 'RECBIT1
RESET O0.5 'RECBIT3
RESET O0.6 'RECBIT4
RESET O0.7 'CLK_A
LOAD V50
TO TP8
SET T8
STEP 11
IF N T8
THEN SET O0.7 'CLK_A
JMP TO 1
A P7 programban egy teljes mûködési ciklus lett meghatározva. Ha az FW1 értéke 14, akkor a palettázó berendezésnek alaphelyzetbe kell kerülnie. Az eddig megírt programokat felhasználva, a folyamat lépései:
1. Megfogó nyitott állapotú legyen (STEP2-5)
2. Z tengely a felsõ véghelyzetbe menjen (STEP6-9)
3. Nullpontra mozgás (STEP10-11)
A program egyes részei a megfelelõ bitkombinációk és a nyugtázó jel kiadásáról szól. Azért, hogy az egyes lépések ténylegesen és láthatóan is egymás után induljanak, idõzítõk beiktatása történt. Mivel nullpontra küldés is történt, ezért a lépésszámlálók nullázása is végrehajtódik.
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó
-
D
O
K
U
M
E
N
T
Á
C
I
Ó